



Paul Reed Smith ~ポール・リード・スミスについて~ その42 (生産プロセス9~ボディ~)
前回はこちら。
https://www.niconico-guitars.com/html/blog/staffblog/paul-reed-smith-41/
2ピースにされたメイプルトップは続いてドリル・ジグ・ステーションへ。
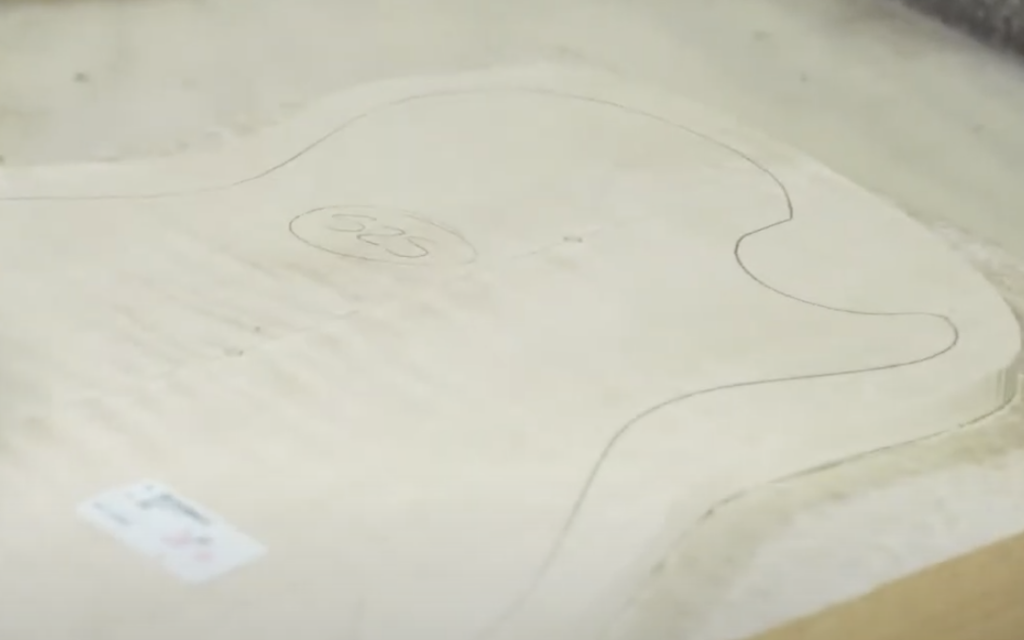
次にCNCマシーンを使う際に必要な目印となる”ロケーションホール”が空けられます。
ロケーションホールを空けるために透明なボディシェイプ型のテンプレート(ジグ)を使用しており、中央のエアノズルで真空吸着してしっかりと固定しています。

ロケーションホールが空けられた後は、ボディシェイプの外周よりやや外側をかなりラフな形でバンドソーでカットします。
ロケーションホール~バンドソーでのカットは熟年の作業員により行なわれており、かなりのスピードで完了しています。(特にラフカットはかなりの速さで形も”ラフ”というには綺麗です)
それから厚みを均一にして表面を滑らかに仕上げるためにサンダーを通します。
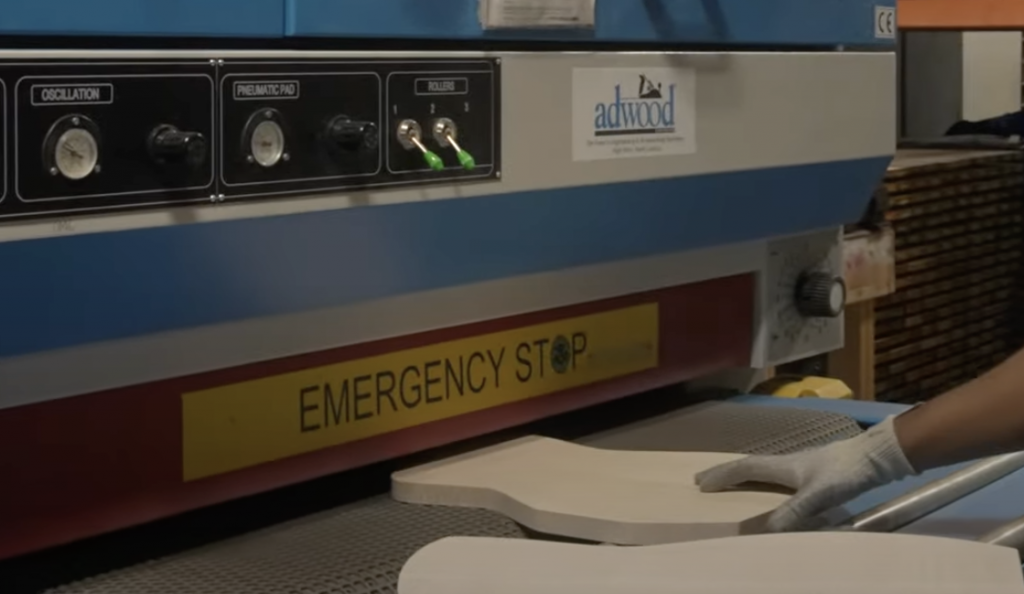
なんとPRS全てのモデルのボディ材がこのサンダーにかけられます。(トップ材&バック材ともに)
数年前にこのサンダーを通す作業が必要かどうか検討したこともあるそうですが、トップとバックの完全な接着のためにもこの作業が必要であると再認識されたそうです。
そして改めてもう一度厚みの確認をします。
PRSではこういった確認作業が随時作業の中に盛り込まれているため、非常に高い品質を保つことが可能になっています。
次にバックとの接着へと移ります。
トップ側の材とバック側の材の両側にしっかりと接着剤を塗りつけます。
ちなみにここで使用されている接着剤はElmer’s(エルマーズ)というアメリカの接着剤用品のブランドで作られている木工用接着剤で一般的にも販売されているものです。

接着後は、動かないようにしっかりとネイルガンで釘止めします。

そして圧着のためのプレス機へと送られます。
~続く~